
Размеры направляющих втулок клапанов ваз 2108
Осмотр и дефектовка частей Примечания Параметры пружин клапанов для определения их упругости.
Наружная пружина: высота в свободном состоянии 45,2 мм
высота под нагрузкой 26,0+1,7 кгс 33,7 мм
высота под нагрузкой 46,2+2,4 кгс 24,7 мм
Внутренняя пружина: высота в свободном состоянии 34,1 мм
высота под нагрузкой 9,0+0,8 кгс 29,7 мм
высота под нагрузкой 27,5+1,5 кгс 20,7 мм.
а – седло впускного клапана б – седло выпускного клапана I – новость седло Ii – седло дальше ремонта
Величина зазоров между клапаном и направляющей втулкой, мм: номинальный промежуток для впускных клапанов 0,022-0,055
номинальный промежуток для выпускных клапанов 0,029-0,062
предельно допустимый промежуток для впускных и выпускных клапанов 0,3
Если промежуток меньше предельно допустимого, попробуйте заменить клапан. Если промежуток преувеличивает предельно допустимый, подмените направляющую втулку.порядо. Осуществления 1. Вымойте части головки блока в бензине, протрите и просушите их. 2. Очистите камеры сгорания от нагара. Исследуйте головку. Если на ней есть трещины или последствия прогара в камерах сгорания, подмените головку. 3. Измерьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого установите металлическую линейку ребром на плоскость головки по центру вдоль, а далее по диагоналям и замерьте щупом промежуток между плоскостью головки и линейкой. Подмените головку, если промежуток превысит 0,1 мм. 4. Очистите нагар с клапанов. Это можно исполнять подходящим металлическим приспособлением.
6. Дефекты рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифофать на особом станке. При шлифовке стоит выдержать размеры, заданные на рисунке. В скобках даны отличающиеся размеры для двигателя Ваз-21083 (см. примечания)..
5. Исследуйте клапаны. Подмените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске, трещины, деформация вала клапана, коробление тарелки клапана, последствия прогара. Неглубокие риски и царапины на рабочей фаске можно убрать притиркой клапанов. 7. Измерьте положение пружин клапанов. Искревленные, поломанные или имеющие трещины пружины подмените. Измерьте упругость пружин. Для этого проверьте высоту пружин в свободном состоянии, а далее под двумя различными нагрузками. Если пружина не соответсвует требуемым параметрам, подмените ее (см. примечания).
Регламент техобслуживания
Обслуживать двигатель 21124 путем замены расходников необходимо в соответствии с регламентом изготовителя:
| Объект техобслуживания | Время или пробег (что наступит раньше) |
| Ремень ГРМ | через 40000 км |
| Батарея АКБ | 1 год/20000 |
| Зазор в клапане | 2 года/20000 |
| Вентиляция картера | 2 года/20000 |
| Ремни, приводящие в действие навесное оборудование | 2 года/20000 |
| Топливопровод и крышка бака | 2 года/40000 |
| Масло моторное | 1 год/10000 |
| Фильтр масляный | 1год/10000 |
| Фильтр воздушный | 1 – 2 года/40000 |
| Фильтр топливный | 4 года/40000 |
| Фитинги и шланги обогрева/охлаждения | 2 года/40000 |
| Жидкость охлаждающая | 2 года/40000 |
| Датчик кислородный | 100000 |
| Свеча зажигания | 1 – 2 года/20000 |
| Коллектор выпускной | 1 год |
Максимально простое устройство ДВС позволяет производить ТО собственными силами без посещения СТО.
Ремонт и замена направляющих втулок клапана головок блока цилиндров
Один пункт в котором Вы можете быть практически уверены при ремонте головки блока цилиндров, это износ направляющих втулок клапана. Втулки постоянно испытывают нагрузки трением. Боковые усилия действуют на стебель клапана, вызванные изменением геометрии в клапанном механизме, износ кулачка рокера или коромысла.
Когда направляющие имеют большой износ, то двигатель начинает расходовать масло и появляется повышенный шум клапанного механизма. Это относится как к впускному тракту (разряжение в цилиндре), так и к выпускному тракту (эффект Вентури).
Масло в выхлопной системе с каталитическим нейтрализатором может привести к его перегреву и выходу из строя.
Масло во впускной системе может «закидывать» свечи, загрязнять выхлопные газы, а так же быстро накапливаться в виде продуктов горрения на втутренней поверхности клапанов и камере сгорания.
Нагар в камере сгорания может поднять степень сжатия до точки, когда происходит детонация двигателя при движении под нагрузкой.
Недостаточное охлаждение клапана из за отложений в виде нагара может вызвать преждевременный выход из строя клапана. Около 75% тепла клапана передается на седло клапана, а оставшиеся 25% уходит в стебель клапана. Таким образом,если направляющая изношена, то клапан может перегреваться и прогорать.
Изношенные направляющие способствуют отрыву стебля клапана от тарелки. Направляющие клапана, клапан, седло клапана должны быть в одной оси с минимальным отклонением на зазор. Когда изнашивается направляющая, клапан при работе раскачивается с каждым циклом. Эта раскачка заставляет клапан отклоняться от оси по отношению к седлу клапана. Это приводит к тому, что при каждом соприкосновении клапана с седлом тарелка клапана гнется. После многократных циклов тарелка отрывается от стебля.
Можно проверить износ направляющих пилотом или покачиванием клапана во втулке. Эти измерения будут приблизительные.
Стебли клапана тоже нужно измерять. В последних моделях двигателей используют конические стебли клапана.
Сейчас доступны многие способы восстановления клапана. Это бронзовый вкладыш, ремонтные направляющие, клапана с увеличенным диаметром стебля, накатка.
НАКАТКА. Накатку можно рассматривать при износе направляющей не более 0,15 мм тогда можно получить неплохие результаты. Накаткой обычно уменьшают внутренний диаметр направляющей и после нее остаются спиральные канавки, которые работают как лабиринтовое уплотнение. Но площадь опоры после обработки накаткой меньше, чем в стандартных направляющих имеющих сплошную и гладкую поверхность. Соответственно ходимость после накатки будет меньше.
ВКЛАДЫШИ. Установка бронзовых вкладышей является хорошим вариантом восстановления. Это быстрый и экономичный вариант. Тем более, что фосфористая бронза имеет лучшие антифрикционные качества по сравнению с чугуном.
КЛАПАНА. Еще один популярный вариант,это установка клапанов с увеличенными стеблями клапана. Те, кто предпочитают этот вариант, говорят это быстрый и простой способ восстановить направляющие клапана. Все, что нужно сделать,это подобрать клапана и развернуть старые направляющие.
ХОНИНГОВАНИЕ. Когда направляющие восстановлены после прохождения лезвийной развертки, все равно остаются заусенцы. Так же шероховатость поверхности остается не удовлетворительной. После этого требуется хонингование. Хонингование – это финишная операция, которая убирает все неровности после лезвийной развертки. Хонингование дает превосходную поверхность. Хон внутри направляющей будет отлично задерживать масло на поверхности трения, соответственно продлевая жизнь направляющей втулке.
УСТАНОВКА НАПРАВЛЯЮЩИХ. Установка новых направляющих производится с определенным натягом. На алюминиевых и чугунных головках натяг различается. Есть определенные трудности с посадкой направляющих в некоторые алюминиевые головки.
Направляющие клапана поставляются в различных вариантах сплавов. Бронза, чугун, металлокерамика. Фосфор/бронза, алюминий/бронза, марганец/бронза как правило дороже чем чугунные, но обеспечивают превосходную износостойкость. В двигателях на этилированном бензине направляющие на основе бронзы ходят от 3 до 5 раз дольше, чем чугунные. Если бензин не этилированный, то разница не большая (информация поставщика бронзовых направляющих).
Но и тем не менее бронза по прежнему обеспечивает отличную передачу тепла, лучшую сопротивляемость «прихватыванию» и может работать на меньших допусках (что продлевает ходимость клапана и снижает расход масла). Это самые главные достоинства сплавов из бронзы.
Направляющие клапанов Kolbenschmidt
По данным деталям я предпочитаю работать с двумя производителями. Metelli (Италия) и Kolbenschmidt (Германия). Долгое время я работал с итальянским производителем, но проблема оказалась в логистики и наличие деталей на складах. С немцами такого не бывает. Вот уже на протяжении нескольких лет они всегда есть живьем. Немецкие направляющие клапанов номерные, то есть на каждой направляющей выбит каталожный номер детали
Это немаловажно, поскольку все направляшки похожи как близнецы, это очень хороший отличительный момент
Установка
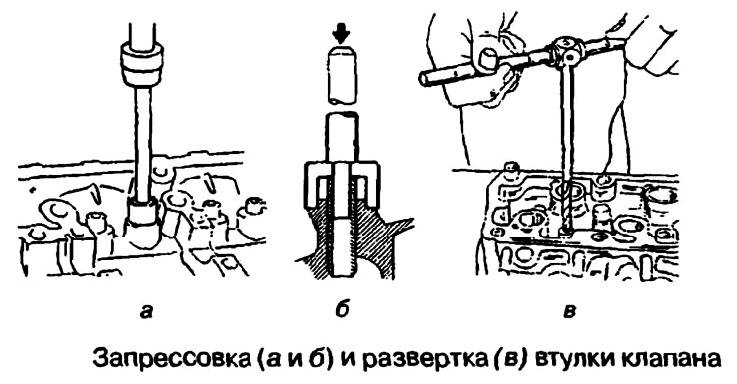
Сильно долго и много тут говорить я не буду. Демонтаж направляющих из ГБЦ возможен молотком с помощью специальной оправки. Предварительно или вся гбц или один канал клапана нагреваются. В своей мастерской, обычно я делаю это при помощи мощного строительного фена. Монтаж только запрессовкой, опять же с помощью специальных приспособлений. НИКАКОГО ударного инструмента. Как было сказано выше, направляющие клапанов сделаны из чугуна, это хрупкий материал. От удара будут микротрещины, и вы потом замучаетесь менять МС колпачки, ломать голову и искать, куда же уходит масло.
Важный момент, это развертка направляющих, после запрессовки. К большому сожалению, в папуас-сервисах и у некоторых «великих мотористов», очень похабное отношение к гбц классики и нивы. Формулировка: это в любом виде будет работать. Как правило, развертка на 8 мм служит в этих фирмах, уже несколько лет и как следствие не режет, а скорее давит стенки. Между тем, чугун очень быстро тупит режущие кромки у инструмента и как правило после десятка гбц, развертка уже «садится». Результат – большой зазор и качество рабочей поверхности, как после сверла, а должно быть «почти зеркало»







Обратите на это внимание. Зазоры, по которым я работаю, были взяты из методички Фиата, написанной для автоВАЗа. Они должны быть 8.02-8.04
Для впускных клапанов и для выпускных клапанов, суммарный зазор клапан-направляшка на сотку отличается, но это не принципиально
Они должны быть 8.02-8.04. Для впускных клапанов и для выпускных клапанов, суммарный зазор клапан-направляшка на сотку отличается, но это не принципиально.
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток
Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
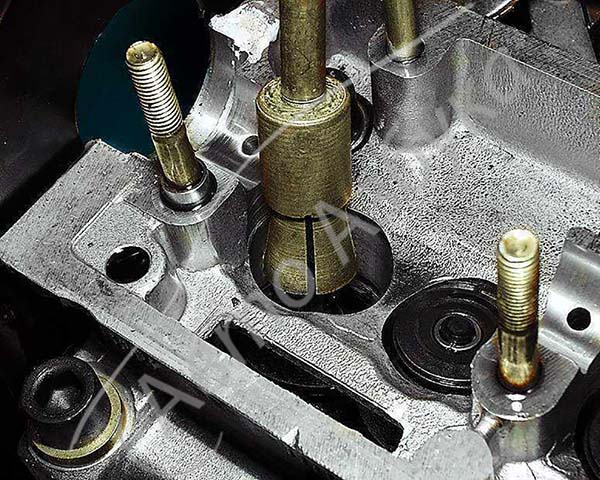
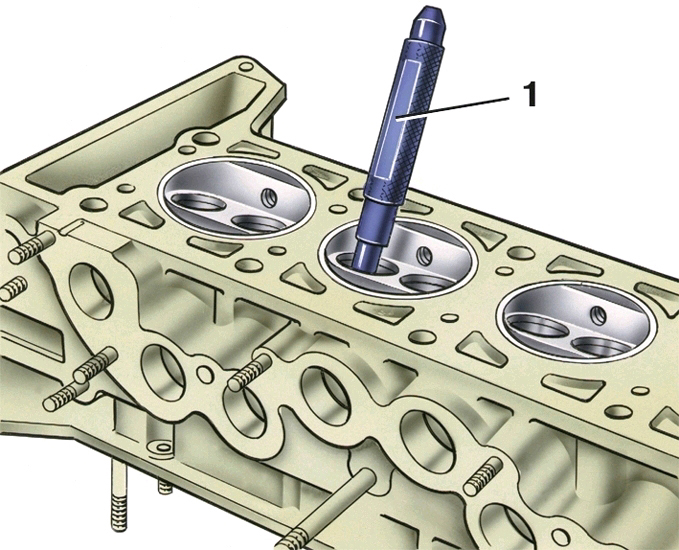
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
- Разбор и промывка гидрокомпенсаторов своими руками — инструкция + видео
- Как установить головку блока цилиндров на двигателе
- Затяжка головки блока цилиндров — как правильно выполнить?
Причины и следствия износа втулки клапанов
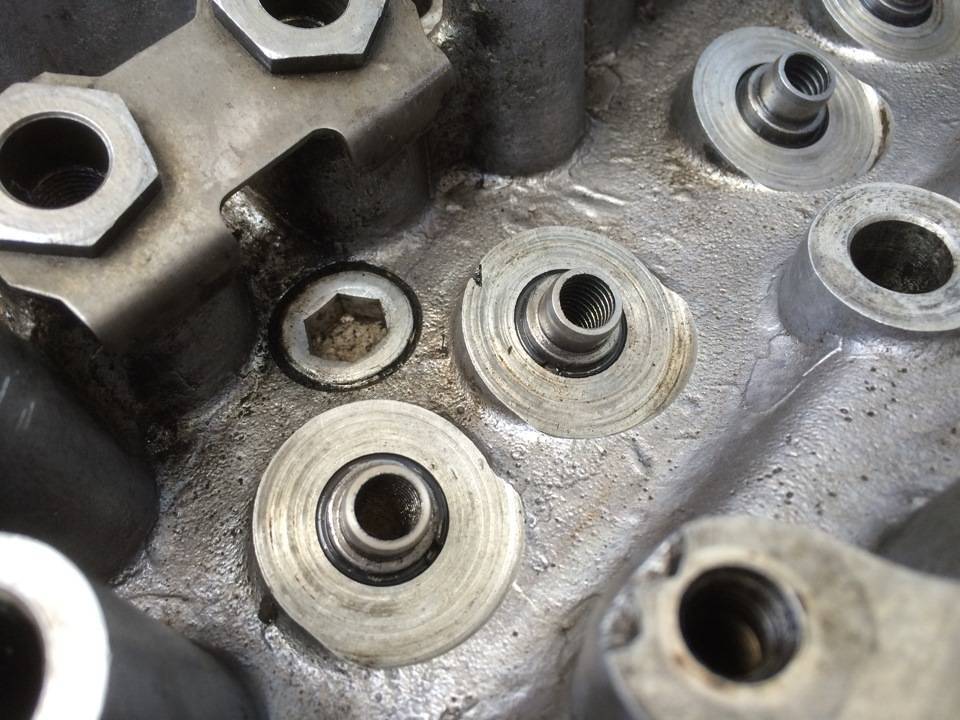
На фото — клапанные втулки, если они изношены, то усиленно расходуется моторное масло
Износ внутренней поверхности клапанной втулки приводит к повышенному расходу масла, поскольку вследствие люфта быстрее изнашивается маслосъемный колпачок, масло попадает в камеру сгорания. Это вызывает повышенное нагарообразование, нарушение температурного режима работы, повышение токсичности отработанных газов, а если бы в девятке стоял катализатор, то и к выходу его из строя. Это касается в большей мере более новых двигателей на 16 клапанов ВАЗ 2110, Приора, Гранта.
В идеальных условиях, при своевременной замене хорошего масла на хорошее и при эксплуатации двигателя без перегрева, втулку стоит менять не ранее, чем через 180-200 тысяч пробега. Но если масло не соответствует нормативной вязкости, клапанные зазоры не контролируются, тогда может возникнуть боковой износ втулки из-за повышенной радиальной нагрузки на клапан и ухудшение его подвижности по оси штока. Поэтому настоятельно рекомендуется после каждой замены маслосъемных колпачков проверять зазор в клапанных направляющих втулках. Если он увеличеный или наблюдается сильный люфт — втулки необходимо поменять.
Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).
Это интересно: Утепление двигателя
 Изношенные втулки клапанов ВАЗ 2106
Изношенные втулки клапанов ВАЗ 2106
Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега. Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него. По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
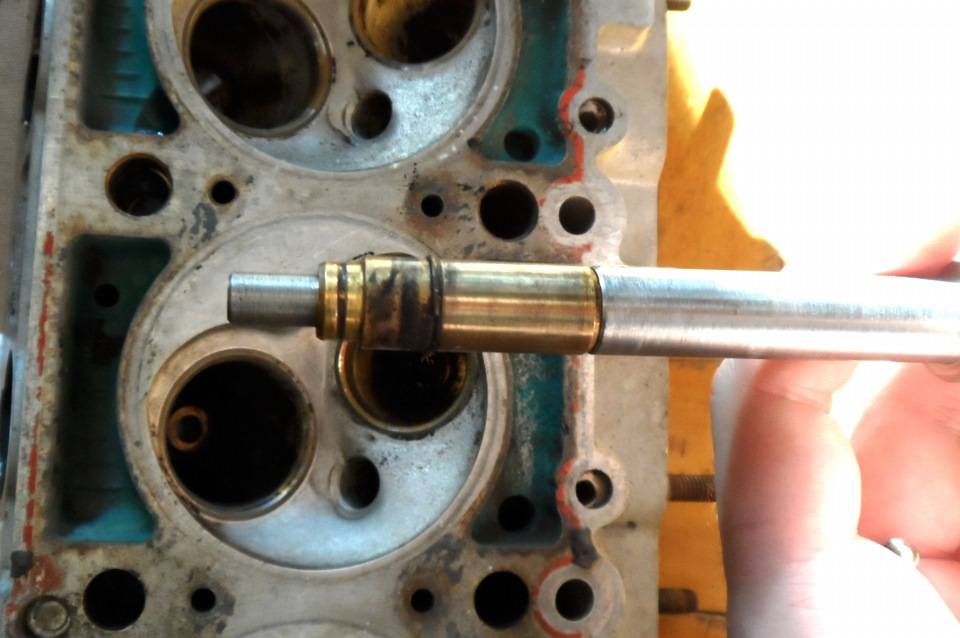
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Подготовка к демонтажу клапанов
Делать замену будем на этом двигателе (21120)
Всё же, на моторе ВАЗ-2112 замену клапанов проще выполнить с демонтажём ГБЦ: для запрессовки новых направляющих плиту ГБЦ пришлось бы греть. Лучше оставить направляющие клапанов на месте. Но тогда придётся снимать разное оборудование:
Все действия иллюстрирует одно фото.
Понизили давление, почти сняли фильтр
Удалите пластиковый корпус фильтра вместе с подводящим шлангом.
Разборка механизма ГРМ
Наша цель – снять оба распредвала. На двигателе ВАЗ-2112 замену клапанов можно выполнить даже без снятия ГБЦ. Но валы в любом случае будут мешать. Порядок действий:
Изучите то, о чём сказано в списке.
Подготовка к демонтажу крышки ГБЦ
Убираем всё лишнее в приводе ГРМ
Механизм ГРМ снят!
Чтобы снять вал, выполняют действия:
Смысл сказанного ясен по фото.
Привод ГРМ разобран
Гидрики, то есть компенсаторы, легко будет вытащить магнитом.
Снимаем ГБЦ на двигателе ВАЗ-21120
Рампу надо временно удалить
Главное – частично слить охлаждающую жидкость. Затем дольёте! А теперь отворачиваем две гайки на термостате ( фото 1 ), чтобы отодвинуть его в сторону.









Термостат не должен мешать
Рекомендуемая последовательность (отворачивание)
Толкатели
Усилия от кулачков распределительного вала к клапану или штанге передают толкатели. Они же воспринимают и боковые усилия, возникающие при вращении кулачков распределительного вала. Толкатели подвергаются действию переменных нагрузок, имеющих динамический характер, следовательно, должны иметь износостойкие рабочие поверхности и малую массу. Для уменьшения массы толкатели выполняют пустотелыми.
В двигателях с нижним расположением клапанов применяются тарельчатые толкатели со сферической опорной поверхностью. Кулачок распределительного вала касается опорной части толкателя сбоку от оси стержня и имеет небольшую конусность. Благодаря такому устройству толкателя и кулачка толкатель вращается во время вращения распределительного вала, что обеспечивает равномерный износ опорной поверхности. Для регулировки тепловых зазоров в стержень толкателяввернут регулировочный болт с контргайкой.
У двигателей с верхним расположением клапанов и нижним расположением распределительных валовтолкатели выполнены в виде пустотелого поршня, внутрь которого входит штанга. Нижний конец штанги смазывается маслом, стекающим по штанге. В толкателе имеется отверстие, через которое вытекающее масло смазывает направляющие втулки и кулачки распределительного вала. Таких отверстий может быть два. Торец толкателя, контактирующий с кулачком, наплавлен отбеленным чугуном, сами толкатели стальные. Для равномерного износа опорная часть толкателя делается сферической, а кулачок имеет конусность, что приводит к вращению толкателя во время работы двигателя.
Рычажные подвесные толкатели применяют на двигателях дизелей. В приливах толкателя установлена ось ролика, на которой в игольчатом подшипнике вращается ролик. Ролик при работе двигателя катится по поверхности кулачка распределительного вала. У этих толкателей трение скольжения заменено на трение качения, что способствует уменьшению износа толкателя и поверхности кулачка вала.
При верхнем расположении клапанов и распределительного вала (двигатели автомобилей ВАЗ-2110, -2111, -1111 и -11113) толкателиимеют форму стакана, в перевернутом виде надетого на клапан. В наружном днище толкателя выполнено кольцевое углубление для укладки регулировочных шайб, подбором толщины которых регулируется тепловой зазормежду толкателем и кулачком распределительного вала.
На двигателях ЗМЗ-4061 и -4063 автомобилей «ГАЗель» и на двигателях автомобилей ВАЗ-2112 применены гидротолкатели. Эти двигатели имеют распределительные валы для впускных и выпускных клапанов. Каждый цилиндр имеет по два впускных и два выпускных клапана. Над каждым клапаном располагаются гидротолкатели. Гидротолкатели стальные, выполнены в виде цилиндрического стакана с плунжерной парой и шариковым обратным клапаном. На наружной поверхности стакана имеются кольцевая канавка и отверстие для подвода масла внутрь толкателя из магистрали головки блока цилиндров. Наружная поверхность и торец толкателя нитроцементированы. Толкатели устанавливаются в отверстиях головки блока цилиндров. Гидравлические толкатели исключают необходимость регулировки зазора между толкателями и клапанами.
а—тарельчатый со сферической опорной поверхностью; б—цилиндрический (поршневой); в—рычажно-роликовый;1 — распределительный вал; 2—кулачок; 3—толкатель; 4— регулировочный болт; 5— контргайка; 6—штанга; 7—отверстие для слива масла; 8—пята; 9—ролик; 10—игольчатый подшипник; 11 — ось ролика; 12—втулка; 13—вилка толкателя.
Механизм привода клапанов при верхнем расположении клапанов и распределительного вала:
1— головка цилиндров; 2 — клапан; 3 — толкатель; 4 — корпус подшипников распределительного вала; 5 — распределительный вал; 6 — регулировочная шайба; 7 — маслоотражательный колпачок; А — зазор между кулачком и регулировочной шайбой
1-корпус, 2-гидрокомпенсатор, 3-плунжер, 4-клапан гидрокомпенсатора, 5-пружина гидрокомпенсатора.
Во время работы двигателя масло под давлением из системы смазки поступает в корпус, отжимает клапан и заполняет гидрокомпенсатор и плунжер.
Когда двигатель не работает давления масла нет.
Плунжер может отойти от стержня клапана. Пружина компенсатора расправится, компенсатор прижмет к низу корпуса, а плунжер к стержню клапана, следовательно зазора нет. Тепловой зазор устанавливается между плунжером и днищем корпуса – автоматически. Первый раз применился в ЗМЗ-406.
Пуансон для направляющих пневматических клапанов (5/16″)
Пожалуйста, позвоните нам, чтобы заказать этот товар
+61 2 8868 3300
Или отправьте свои данные ниже, и мы скоро свяжемся с вами
Ваш адрес электронной почты
Я прочитал и согласен с
Условия и положения и
Политика конфиденциальности.
- Описание
- Технические характеристики
Пневматические приводы направляющих клапанов используются для снятия и установки сменных направляющих клапанов на алюминиевых или чугунных головках.
- Размер пилота Подходит: 5/16″ и 8 мм.
- Длина: 6″ (150 мм).
| Штрих-код # | 932215
06 |
Эта политика конфиденциальности определяет, как мы используем и защищаем любую информацию, которую вы предоставляете нам при использовании этого веб-сайта.
Мы стремимся обеспечить защиту вашей конфиденциальности. Если мы попросим вас предоставить определенную информацию, по которой вас можно идентифицировать при использовании этого веб-сайта, вы можете быть уверены, что она будет использоваться только в соответствии с настоящим заявлением о конфиденциальности.
Время от времени мы можем изменять эту политику, обновляя эту страницу. Вам следует время от времени проверять эту страницу, чтобы убедиться, что вы довольны любыми изменениями.
Что мы собираем
Мы можем собирать следующую информацию:
- имя и должность
- контактная информация, включая адрес электронной почты
- демографическая информация, такая как почтовый индекс, предпочтения и интересы
- прочая информация, относящаяся к опросам клиентов и/или предложениям
Что мы делаем с собранной информацией
Нам нужна эта информация, чтобы понять ваши потребности и предоставить вам более качественные услуги, в частности, по следующим причинам:
- Ведение внутренней документации.
- Мы можем использовать эту информацию для улучшения наших продуктов и услуг.
- Мы можем периодически отправлять рекламные электронные письма о новых продуктах, специальных предложениях или другую информацию, которая, по нашему мнению, может показаться вам интересной, используя предоставленный вами адрес электронной почты.
- Время от времени мы также можем использовать вашу информацию, чтобы связаться с вами в целях исследования рынка. Мы можем связаться с вами по электронной почте, телефону, факсу или почте. Мы можем использовать эту информацию для настройки веб-сайта в соответствии с вашими интересами.
Безопасность
Мы стремимся обеспечить безопасность вашей информации. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Файл cookie — это небольшой файл, который запрашивает разрешение на размещение на жестком диске вашего компьютера. Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность.

Ссылки на другие сайты
Управление вашей личной информацией
Вы можете ограничить сбор или использование вашей личной информации следующими способами:
- всякий раз, когда вас просят заполнить форму на веб-сайте, найдите поле можете щелкнуть, чтобы указать, что вы не хотите, чтобы информация использовалась кем-либо в целях прямого маркетинга
- , если вы ранее дали нам согласие на использование вашей личной информации в целях прямого маркетинга, вы можете изменить свое решение в любое время, написав нам или отправив электронное письмо.
Мы не будем продавать, распространять или сдавать в аренду вашу личную информацию третьим лицам, если у нас нет вашего разрешения или это требуется по закону. Мы можем использовать вашу личную информацию для отправки вам рекламной информации о третьих лицах, которая, по нашему мнению, может вас заинтересовать, если вы сообщите нам, что хотите, чтобы это произошло.
Если вы считаете, что какая-либо информация о вас, которую мы храним, неверна или неполна, пожалуйста, напишите нам или напишите нам как можно скорее по указанному выше адресу. Мы оперативно исправим любую информацию, которая окажется неверной.
Как выгодно обменять авто с пробегом
Чтобы гарантировать законность услуги обмена авто с пробегом и ее объективную стоимость, процесс купли-продажи стоит проводить в проверенном автоцентре. Здесь клиенту предложат:
- Диагностику старой модели, на основании которой будет определена ее стоимость;
- Выбор машин на обмен, абсолютно новых или обладающих чистой историей пробега: все автомобили проходят криминалистическую экспертизу, потому в автосалоне никогда не будут продавать автомобиль с “темным прошлым”;
- Юридическое сопровождение сделки: клиент заключает нотариально заверенный договор и при необходимости может воспользоваться кредитными услугами банка-партнера автосалона;
- Оперативность услуги: клиенту не нужно искать покупателей для своего ТС, он лишен необходимости улаживать вопросы с ГАИ или банком. Перечисленные функции — задача автоцентра.
Таким образом при минимальном наличии документов возможно купить автомобиль улучшенной комплектации в течение от одного до трех дней. Услуга обмена авто с пробегом дает возможность регулярно менять автопарк владельца, приобретая его лучшие модели.
Проверка обратного клапана ГБЦ
При разборе толкателя вы наткнетесь на обратный клапан ГБЦ, в котором присутствует шарик с пружиной. Осмотрите обратный клапан ГБЦ, если эти элементы повреждены, то здесь поможет только замена толкателя. Обратный клапан ГБЦ вместе с его компонентами можно заменить целиком, но найти эти детали можно далеко не в каждом автомобильном магазине. Они не пользуются спросом, так как он редко выходит из строя.
Когда будете осматривать обратный клапан, проверьте, сухой ли он или нет. Если гидрокомпенсатор работает исправно, то обратный клапан должен быть в масле. Можно залить в него смазку и посмотреть, почему уходит масло.
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.









Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
ktonaavto.ru
Как снять старые направляющие
Перед тем как начинать ремонт, нужно ГБЦ прогреть до 100 градусов. За счет того, что алюминий расширяется сильнее латуни или бронзы, извлечь направляющие будет немного легче.
Что нужно учесть при демонтаже:
Для извлечения лучше всего использовать выколотку (специальную оправку). Конечно, стоимость инструмента довольно высокая, но с его помощью у вас получится выпрессовать втулку четко по оси. Но допускается использовать простые и пневматические молотки.
Довольно часто случается так, что втулка выходит плохо. Придется прибегнуть к помощи дрели – нею нужно высверлить направляющую
Зачастую ее не нужно полностью высверливать, достаточно просто уменьшить толщину стенок.
Обратите внимание на то, что у посадочного гнезда должна быть максимально гладкая поверхность. Не допускается наличие царапин, различного рода шероховатостей, иных дефектов, даже незначительных.
После проведения выпрессовки старых втулок, нужно тщательно очистить внутренние посадочные поверхности.
Особенности процесса
Lada Kalina первого и второго поколения отличаются не только внешне, но и двигателем. Регулировка тоже, хоть и незначительно, но отличается. Она нужна только на двигателе с 8 клапанами, конструкция которого не менялась, поэтому разницы в процедуре установки тепловых зазоров на первом и втором поколении нет никакой. На двигателях с 16 клапанами этот процесс не имеет смысла, так как с завода конструкция предусматривает наличие гидрокомпенсаторов, которые поддерживают оптимальный зазор без дополнительного вмешательства.

Процедура заключается в изменении значений промежутков. Работа осуществляется на остановленном двигателе путем вращения коленвала вручную по часовой стрелке. Для этого процесса обязательно потребуются специальные шайбы, которые устанавливаются в ниши толкателей. Всё, что надо сделать, это подобрать шайбу нужного размера.